


雙金屬螺杆解決方案
雙金屬螺杆解決方案
描述
擠出機核心部件的螺杆和機筒這兩個零件的組合及他們之間的配合工作質量,對物料的塑化、制品的成型質量和生産效率的高低,有着重要的影響。而他們之間的工作質量,又與兩零件的制造精度、裝配後兩者工作面的間隙大小等有關。
擠出機在工作一定時間後,如果機筒和螺杆兩個零件的磨損較嚴重,将出現擠出機工作不穩定,産量下降和擠出物料物理性能下降的問題。尤其當機筒與螺杆的配合工作間隙超出标準規定的範圍,我們需要警惕物料受背壓作用而産生返流,螺杆推料波動,以及熔化的物料在機筒内滞留時間過長等現象,因爲這個現象一定會影響到成型塑膠的物理性能。
采用合金加層的雙金屬技術對機筒和螺杆實行維修,是我們推薦的性價比較高的工藝方法,尤其對于大規格塑膠注塑機的機筒螺杆和大型擠出機的機筒螺杆。在條件許可情況下我們應該盡可能地對機筒螺杆采用增加雙金屬合金保護層的工藝方法來維修機筒螺杆。
我們可選擇的一種維修方法是“擴大法”,即将舊機筒的内孔以特殊的超硬磨料的珩磨石來擴大,例如将機筒内孔擴大約2.0mm左右,使得被磨損的機筒内孔表面能夠達到平整的目的,并達到一定的光潔度,然後将該機筒再次滲氮處理,使得機筒表面取得新的硬化層。對于螺杆,則是在其螺棱表面堆焊高耐磨合金層,然後磨削螺杆的外徑尺寸至其與新的擴大了的機筒内徑達到行業标準的配合間隙,如下表:
螺杆與機筒之間的間隙值(見【單螺杆塑料擠出機ZB G95009技術标準】)
| 螺杆直徑 | 20 | 30 | 45 | 65 | 90 | 120 | 150 | 200 | ||
| 直徑 | 間隙 | 最小 | 0.15 | 0.22 | 0.30 | 0.35 | 0.40 | 0.44 | 0.49 | 0.57 |
| 最大 | 0.05 | 0.10 | 0.15 | 0.17 | 0.22 | 0.26 | 0.29 | 0.34 | ||
這是一種最經濟實用的修複方法,問題是采用這種“擴大法”修複了的螺杆,其新的外徑要比用戶原來螺杆的外徑放大了例如約2.0mm左右,這就會影響到用戶所維修的機筒螺杆在其它相同擠出機型上的互換通用性。
機筒螺杆采用擴大法修複,被修複了的機筒仍然是氮化機筒,而螺杆則成了有合金層保護的雙金屬螺杆。在配合使用的情況下,新的雙金屬形态的螺杆将比用戶原裝的滲氮螺杆使用壽命增加許多,這是因爲被修複了的機筒螺杆在配合使用狀态下,二者之間的金屬匹配磨損已經大爲地改善。當我們選用匹配性能優異的不同材料分别作爲機筒和螺杆的工作表層,由于材料之間摩擦副的改善,所修複的機筒螺杆的使用壽命将得以大大延長,維修機筒螺杆超過用戶原裝新的滲氮機筒螺杆的使用壽命就不足爲奇的。

采用“擴大法”修複機筒的前提是其内孔的磨損量并不太大,因爲如果機筒内孔作太大的擴大,則匹配使用的外徑也相應放大的螺杆,其重要參數之一的壓縮比将相應減小,螺杆對相同物料的塑化能力将下降,因此我們需要對該螺杆壓縮比作出必要的調整,如此就需要增加一些額外的維修成本。此外,較大程度上擴大螺杆的外徑也會導緻螺杆承受的工作扭矩增加,威脅到螺杆的安全運轉。
然而,條件許可情況下我們大家的共識是,采用“擴大法”修複機筒螺杆是擠出機或注射機維修中性價比最高的選擇,尤其對于較大規格的機筒螺杆,其維修優勢是顯而易見的
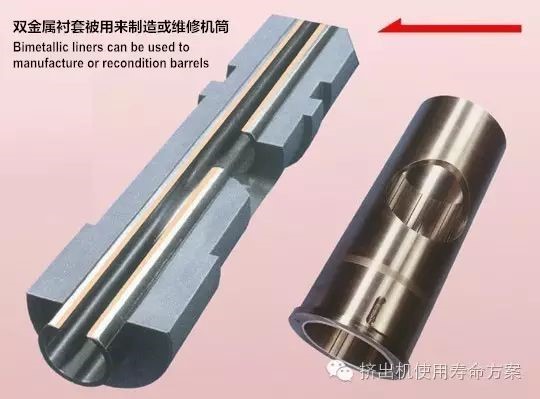
一旦擠出機的機筒内孔磨損量大于3.0mm以上,通常我們建議采另一種名爲“襯套法”的修複工藝。這個工藝的特點是将舊機筒内孔擴大後,襯入有合金保護層的雙金屬襯套,經過襯套法維修的機筒我們可以稱之爲雙金屬機筒(見下圖),其使用壽命比用戶原裝的滲氮型機筒理論上将提高4倍以上。
對于海外等運輸不方便的用戶,因爲路途較遠,報關複雜,耗時較長而且運輸成本高,上述“襯套法”的修複工藝更具有現實意義。我們建議用戶購買雙金屬内襯套,然後就地對舊機筒進行擴孔,将襯套壓入即可。采用“襯套法”維修機筒優勢是,當雙金屬襯套被再次磨損後,技術上可以容易地被再次更換。而對于大規格的機筒,例如大型注塑機的機筒和大型擠出機機筒,采用“襯套法”來修複對用戶的經濟意義尤爲明顯,原因是這些機型的機筒壁厚通常比較大,機筒制造的材料成本占比相對高,用戶可以付出較少的代價而得到一個全新意義上的雙金屬機筒,而且這個機筒将來還可以采用更換内襯套的經濟而耐用的手段實行幾乎無止境的更新。
作爲國内雙金屬機筒螺杆的研發單位,我公司曆史上應用戶要求采用了雙金屬工藝不但維修了大量單螺杆擠出機的機筒螺杆,還維修,或者準确的說是“改造”了大量平行雙螺杆擠出機的機筒螺杆和錐形雙螺杆擠出機的機筒螺杆。
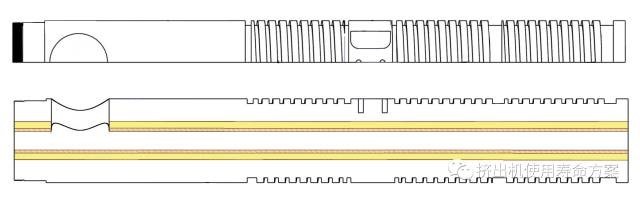
下圖爲采用雙金屬襯套維修/改造用戶原滲氮型異向平行雙螺杆擠出機的機筒:
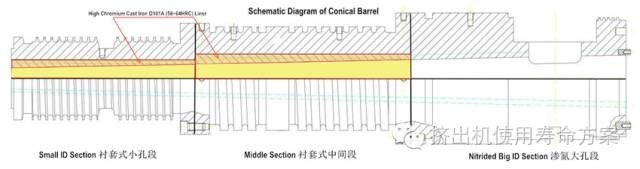
我們甚至采用我公司研發的碳化矽SiC複合陶瓷内襯套來維修/改造用戶的錐形雙螺杆擠出機機筒,如下圖:
所維修/改造的平行雙螺杆擠出機的機筒和錐形雙螺杆擠出機的機筒使用壽命大大提高,一個印尼用戶對我公司采用上述陶瓷内襯套方法維修的錐形雙螺杆擠出機機筒,在用于PVC添加大量百分比碳酸鈣的惡劣工況下使用壽命甚至達到了6年以上表示十分的驚訝,盡管進關手續繁雜他們仍然堅持把後續的機筒發來上海維修。
采用雙金屬工藝維修和改造機筒螺杆,需要針對機筒螺杆的特定結構而采取相應的工藝措施,個中艱辛未實踐者難以想象。當我們得知用戶的使用效果和機器的使用壽命得以大幅度提升,當我們知道用戶的擠出機維修和運行成本大大降低,當我們看到不少業内公司也紛紛采用雙金屬技術來維修各類機筒螺杆,幫助到整個塑膠擠出行業的低成本運行,我們真的引以爲豪。
上一頁