


雙金屬螺杆
雙金屬螺杆
産品描述
雙金屬螺杆在結構上有哪幾種?其主要保護層材料有哪一些?
工作面采用特種合金層保護以應對高分子材料中有各種添加劑和增強劑的螺杆,稱之爲雙金屬螺杆。雙金屬螺杆采用合金層保護的方式一般有三種,一是螺杆全部工作面加以合金層保護,二是螺杆的螺棱頂部加以合金層保護,三是芯部材料選用中碳韌性鋼來傳遞扭矩,而螺棱工作部位則采用高硬度粉末鋼的雙金屬螺杆,見下圖。

三種不同合金層保護的雙金屬螺杆中,螺棱頂部采用合金層保護的雙金屬螺杆以其制造成本相對較低,特别适合用于擠出機的工況條件而被廣泛使用。這種雙金屬螺杆的母材通常采用一種可焊及可氮化的材料,其除了螺棱頂部以外的沒有合金層保護的其他工作表面仍然可以采用滲氮的工藝方式以取得足夠的硬度。
螺棱頂部具有合金層保護的雙金屬螺杆,通常有四種合金保護層供用戶選擇,其性能特點爲:
|
合金層名稱 |
硬度(HRC) |
特 性 |
|
|
耐磨耗性 |
耐腐蝕性 |
||
|
FX 1 |
38~42 |
★ |
★★★★ |
|
FX 2 |
45~50 |
★★ |
★★★★ |
|
FX 3 |
52~56 |
★★★ |
★★★★ |
|
FX 4 |
58~60 |
★★★★ |
★★★★ |
|
硬化層厚度: 1.0~2.0mm |
|||
““★”号表示:★★★ 極好; ★★ 很好; ★ 好
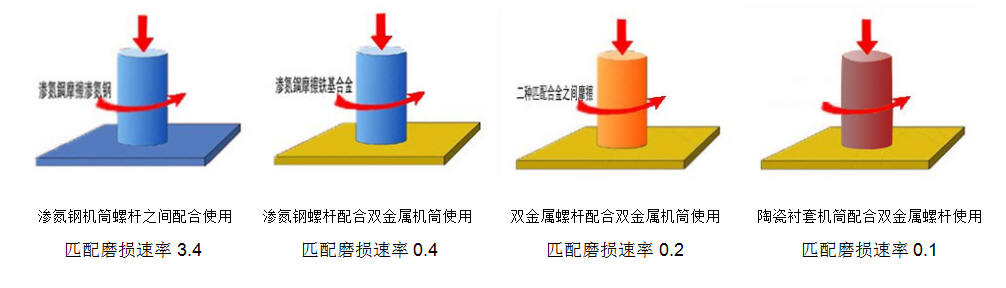
雙金屬機筒和雙金屬螺杆的合金保護層由于硬度較高,而且這個硬度不存在梯度,是常規滲氮機筒螺杆所無法比拟的,如果采用上述鐵基Ω101合金作爲内孔保護層的雙金屬機筒,配套的螺杆采用螺棱頂部具有鎳基FX4合金保護層的雙金屬螺杆,大量的理化實驗數據告訴我們,這二種合金材料之間的“摩擦副”,即匹配磨損減量最小,金屬之間的摩擦表現是“打滑”(見下圖)。這個特點非常适合擠出機工況條件中螺杆的螺棱外表面與機筒内孔壁之間的接觸磨損,可以在很大程度上延緩擠出機因螺杆與機筒配合間隙增大而導緻的産量下降。由于普通硬化滲氮層的厚度是0.50毫米左右,而且這個硬度梯度非常大,而雙金屬結構的機筒螺杆合金層的厚度達到1.0~2.0毫米,而且由于二者之間匹配磨損的改善,因此雙金屬形态的機筒螺杆在相同工況條件下的使用壽命是普通滲氮機筒螺杆四倍以上,是有理論依據的。
雙金屬機筒和雙金屬螺杆一般采用的母材如下:
|
母 材 |
硬 度 |
拉伸強度 |
應 用 |
|
S 45 C(45#) |
HS 24~ 28 |
40~50 kg f / mm2 |
擠出機 |
|
SCM 440(40Cr) |
HS 28~40 |
65~80 kg f / mm2 |
擠出機,注射機 |
|
SACM645 ( 38CrMoAlA ) |
HS 30~43 |
70~80 kg f / mm2 |
擠出機,注射機 |
|
SNCM 439 ( G10CrNi3Mo ) |
HS 35~45 |
70~85 kg f / mm2 |
高壓射出機 |
|
SUS 316 ( 0Cr17Ni12Mo2 ) |
HS 18~28 |
45~60 kg f / mm2 |
耐腐蝕部件 |
目前國内有許多“雙金屬制造商”模仿我公司的有關技術在生産雙金屬機筒和雙金屬螺杆,然而多年來仍然處于簡單的工藝模仿狀态。其表現尤其在關鍵的雙金屬成型工藝方面,例如由于對雙金屬機筒合金層的離心鑄造工藝的掌控存在問題,導緻模仿者的産品普遍存在合金層硬度偏低的不足。我公司研發的鐵基耐磨損硼鑄鐵Ω101合金層,出廠标準硬度應該爲HRC58~64,而模仿者糟糕的成型工藝導緻合金層内碳化物硬質相的偏移,因此他們的雙金屬機筒合金層硬度始終徘徊在HRC 55左右。這個不足存在的直接後果,是降低了合金保護層本應該具有的耐磨損性能。這也是爲什麽世界上一些出名的擠出機OEM公司,許多高比例增強塑膠生産公司在試用了這些模仿者的産品後果斷放棄相對較低價位的機筒螺杆,轉而向我公司長期下單采購雙金屬機筒螺杆的根本原因。

一個更好的螺杆與高耐磨,确保有更高的産品質量和更長的使用壽命爲您的單螺杆擠出機。我們緻力于研發各種使用耐磨材料定制的螺絲,包括多螺紋螺絲。隔離螺絲、排氣螺絲等。擠壓筒和螺杆的優化設計,提高了聚甲醛材料的力學性能,降低了能耗。圖片所示。下面介紹我們的螺絲及其适用于各種塑料
上一頁